



Порошковая окраска в кипящем псевдоожиженном слое
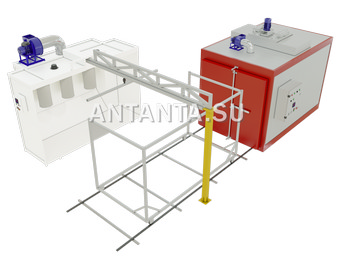
 Для порошковой окраски в кипящем (псевдоожиженом) слое требуется специальное оборудование — ванна имеющая пористую перегородку и воздушную камеру. Сжатый воздух из компрессора поступает в камеру, и проходя через пористую перегородку поднимается наверх к камере с порошковой краской. Общий объем порошковой краски увеличивается на 50-150 процентов от первоначального состояния. Заметим что для данной процедуры используются термореактивные порошковые краски, содержащие эпоксидный материал, либо термопластичные смолы.
Для порошковой окраски в кипящем (псевдоожиженом) слое требуется специальное оборудование — ванна имеющая пористую перегородку и воздушную камеру. Сжатый воздух из компрессора поступает в камеру, и проходя через пористую перегородку поднимается наверх к камере с порошковой краской. Общий объем порошковой краски увеличивается на 50-150 процентов от первоначального состояния. Заметим что для данной процедуры используются термореактивные порошковые краски, содержащие эпоксидный материал, либо термопластичные смолы.
Данное оборудование для порошковой окраски в кипящем слое производится и поставляется компанией Антанта. Так же мы производим стандартные окрасочные камеры напыления, камеры порошковой окраски и печи полимеризации.
Порошковая окраска в кипящем слое позволяет получить прочные толстые покрытия.
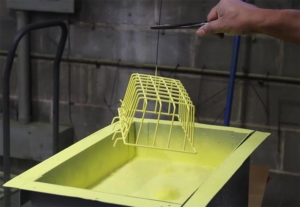
Детали изделий, которые окрашивают нагревают до температуры выше плавления порошковой краски, и опускают в кипящий (псевдоожиженый слой) порошковой краски. Частицы порошка осевшие на изделие расплавляются и примерно через 10 секунд получается покрытие. Образуется слой порошковой окраски.
Полимерные покрытия, наносимые в псевдоожиженном слое, как правило имеют толщину от 0,25 до 0,50 мм, однако при многократном нагревании и погружении возможно получить покрытия толщина которых будет составлять 2,5 мм. Этот метод прекрасно работает при нанесении покрытий объектов имеющих высокую удельную поверхность, таких как: сетка-рабица, метизы и т.п.
В том случае, если подложка имеет значительную массу, то количество тепла. аккумулированное изделием достаточно для полного расплавления слоя покрытия, а при небольшой массе изделия может возникнуть необходимость последующих нагреваний.