



Порошковая окраска металла

Порошковая покраска металлических изделий широко применяется в различных областях промышленности. Данные технологи постепенно вытесняют покраску металлоизделий жидкими красками. Поверхность, обработанная полимерным материалом, приобретает дополнительную защиту от внешних воздействий.
Порошковая покраска металла применяется на многих предприятиях, занимающихся производством металлических изделий или в смежных областях. В настоящее время области применения порошковой технологии покраски стремительно расширяются.
Порошковая окраска металла используется в таких производствах как:

- автомобилестроение, в частности краска наносится на диски, детали и отдельные узлы машины;
- металлические двери с соответствующей фурнитурой;
- станкостроение;
- производство труб;
- изготовление отопительных котлов;
- производство специальной техники для сельского хозяйства;
- стиральные машины, пылесосы, кондиционеры, отопительные агрегаты и другая бытовая техника;
- светотехника;
- приборостроение;
- электрические инструменты и трансформаторы;
- покраска арматуры для строительных целей;
- изготовление спортивных и детских площадок;
- оконные профили из алюминия;
- садовый инвентарь;
- товары массового потребления;
- нефтегазовая отрасль — окраски объектов, работающих в условиях высоких температур, давления и агрессивных сред.
Порошковая покраска металла активно используется в производстве оконных профилей из алюминия. На производства монтируются отдельные линии для порошковой окраски. Окна, имеющие порошковую покраску, сохраняют свой первоначальный вид на протяжении пятнадцати и более лет.
Порошковая покраска металлических изделий обладает следующими преимуществами:
- изделие приобретает защитные свойства;
- универсальность применения — технология применима в самых разных отраслях народного хозяйства;
- экономичность применения;
- экологичность – в составе такой краски не содержится токсичных веществ и огнеопасных растворителей;
- устойчивость к процессам коррозии и температурным перепадам;
- ударная прочность;
- равномерность нанесения на любой тип поверхности;
- нанесение без подготовительной грунтовки;
- покраска осуществляется в один слой;
- простота перекрашивания в другой цвет;
- цикл окрашивания составляет всего полтора часа;
- удобство в хранении;
- простота в транспортировке;
- при покраске не выделяется характерный запах;
- автоматизированная подача красящего вещества не требует высокой квалификации рабочего.
Технология нанесения порошковой краски и её полимеризация

Современная технология порошковой окраски металлических изделий подразумевает поэтапный процесс:
- подготовка обрабатываемой поверхности;
- непосредственное нанесение порошковой краски на металлоизделие;
- закрепления слоя и полимеризация;
В первую очередь поверхность очищается от окислов, грязи и жирных следов. Небольшие площади очищаются вручную с помощью тряпки и моющего средства. При больших объёмах покраски изделия погружаются в специальные камеры, где процесс очищения производится за счёт песка или дроби из стали. Металлоизделия, которые эксплуатируются на открытом воздухе, нуждаются в более качественной подготовке пверхности, такой как фосфатирование или хроматирование (для алюминия). Фосфатирование чаще всего производится в струйных камерах, через форсунки изделие омываются фосфатным раствором, в результате чего на изделии после высыхания образуется фосфатная плёнка, способствующая улучшению адгезии между металлом и порошковой краской.
На следующем этапе порошковая краска напыляется на обрабатываемую поверхность посредством специального пистолета распылителя. Порошковая покраска деталей осуществляется в отдельной камере. Во время процесса покраски порошок нужного цвета заправляется в бункер, после чего через компрессор подаётся сжатый воздух, который захватывает красящее вещество и нагнетает его в напылитель. Красящее вещество, вылетая через сопло пистолета, проходит через электрод, вокруг которого создано статическое электрическое поле, приобретая электрический заряд краска притягивается к поверхности металлоизделия. Во время покраски необходимо следить, чтобы обрабатываемая деталь была заземлена, чтобы частицы краски прочнее соединялись с поверхностью. Та краска, которая не попала на деталь, улавливается фильтровальной рекуперативной системой и может использоваться снова.
На третьей стадии происходит процесс оплавления и полимеризации слоя краски. Для того, чтобы подвергнуть краску плавлению и дальнейшему закреплению на металлической поверхности, изделие помещается в печь полимеризации и подвергается высокотемпературному воздействию (от 170 до 220 градусов). Температура и период полимеризации выбирается в зависимости от типа порошка.
Оборудование для порошковой покраски металлических изделий
Для покраски деталей порошковой краской необходимо специальное оборудование, в которое входит следующее:
- покрасочная камера (защищает процесс от попадания пыли и ограничивает распространение краски в компактном объёме);
- система фильтрации для очищения воздуха и улавливания неизрасходованного порошка;
- эжектор обратной подачи краски;
- распылитель или установка напыления (может приобретаться отдельно) — необходимы для распыления красящего вещества;
- компрессор для подачи воздуха под давлением;
- сушильная камера, где осуществляется полимеризация — современные печи оснащаются пультом управления для возможности регулировать температуру и время процесса.
- транспортная система — для перемещения изделий по этапам технологического процесса.
- Промышленный пылесос для уборки цеха и очистки камеры напыления.
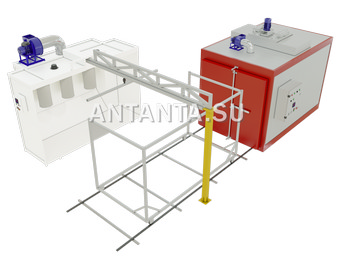
Оборудование для порошковой окраски металла может быть разных конфигураций. На изображении ниже показан часто используемый вид участка с кольцевой транспортной системой.

Наша компания производит оборудование для порошковой покраски металла с 2005 года. Специалисты готовы проконсультировать вас по всем техническим вопросам, касательно порошковой покраски и помогут подобрать оптимальное оборудование.

Завешивание металлических изделий в транспортную систему
Объекты, которые необходимо покрасить завешиваются на элементы транспортной системы, которая входит в состав линии порошковой покраски. Завешенные детали или изделия перемещаются от камеры напыления до печи полимеризации и далее в зону разгрузки и остывания. Для завешивания мелких деталей используются специальные приспособления. В нашей компании представлены подвесы различных форм, профилей и конструктивных исполнений. Для завешивания используются специальные рамы, вставки, крючки и зажимы.
Услуги порошковой покраски металла и металлических изделий
Компания предлагает услуги по порошковой покраске алюминиевых деталей и других металлических изделий. При выборе подрядчика на порошковую покраску необходимо обратить внимание на опыт работы в данном направлении и на вид используемого оборудования.
Для крупных производственных предприятий выгоднее приобрести всю линию с оборудованием для порошковой покраски. Цена универсальной модели для окрашивания изделий до 3 метров составляет 460 тысяч рублей.

Прайс на цены за услуги порошковой покраски можно посмотреть на нашем сайте.
Порошковая покраска металла является наиболее эффективным методом окраски, который позволяет обрабатывать металлические изделия любых форм и размеров, начиная от мелких расходных деталей и заканчивая крупными конструкциями.
