

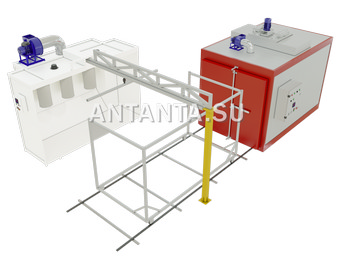


Технология порошковой окраски
 Технология покраски порошковой краской – метод окраски поверхностей сухим красящим порошком путем напыления и последующей полимеризацией пленки покрытия в процессе термической обработки. Разработана в 50-х годах 20 века, от жидкой покраски отличается отсутствием в составе красителей растворителей и вяжущих заполнителей.
Технология покраски порошковой краской – метод окраски поверхностей сухим красящим порошком путем напыления и последующей полимеризацией пленки покрытия в процессе термической обработки. Разработана в 50-х годах 20 века, от жидкой покраски отличается отсутствием в составе красителей растворителей и вяжущих заполнителей.
В основном технология порошковой покраски используется для покраски металла, металлических поверхностей, а также плит МДФ, пластика и т.п.
Достоинства и недостатки технологии покраски порошковой краской
Основные достоинства, по сравнению с жидкими красителями:
- низкий уровень вредных выбросов при производстве краски
- высокая механическая прочность и толщина покрытий
- повторное использование не осевшей порошковой краски, что сводит к минимуму отходы производства
- меньше расходы на капитальное оборудование и операционные расходы
- большой набор спецэффектов при покраске
К недостаткам можно отнести сложности с получением гладких и тонких покрытий, однако на данный момент уже разработаны специальные порошковые составы, позволяющие обойти данную проблему.
Технологии нанесения порошковых покрытий
Технология окраски электростатическим напылением
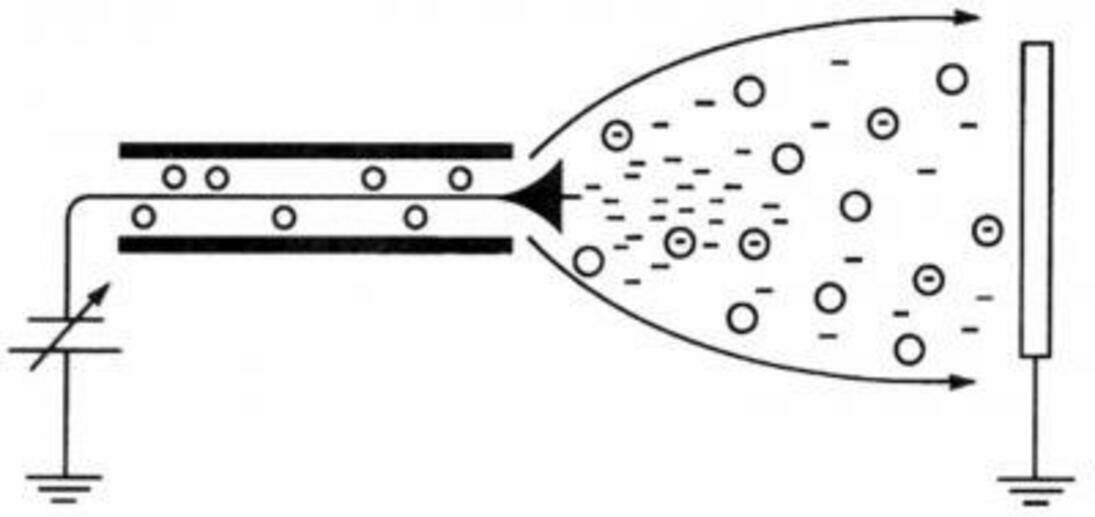
Технология зарядки коронным разрядом
Популярность данной технологии обусловлена:
- высокой эффективностью зарядки практически любых порошковых красок
- высокой производительностью при покраске больших площадей
- низкая чувствительность к влажности окружающего воздуха
- возможность применения спецэффектов (апельсиновая корка, шагрень, металлик, муар и т.д.)
Из недостатков можно выделить — трудности нанесения покрытия в углах и глубоких выемках из-за формирования электрического поля между деталью и распылителем. Также проблемы может вызвать некорректный настрой электростатических параметров, что вызывает обратную ионизацию и ухудшает качество покрытия.
Эффект клетки Фарадея
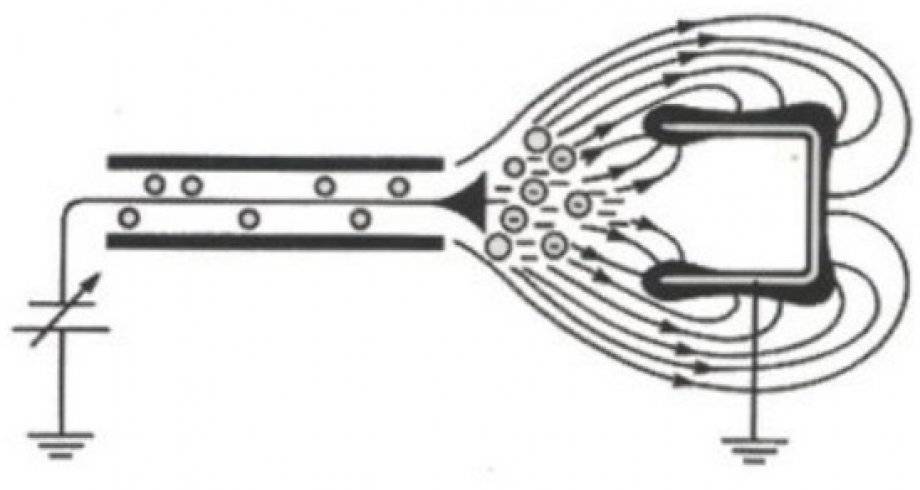
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.На рисунке показано,как при нанесении порошка на участки под воздействием эффекта клетки Фарадея, воздействует электрическое поле — максимальное напряжение создается по краям выемки. Это связано с тем, силовые линии всегда идут к ближней заземленной точке и не проникают в выемку, а концентрируются по краям.В итоге усиливается оседание частиц в данных местах, где образуется утолщенное покрытие. Данный эффект наблюдается при нанесении порошковых красок на металлические изделия сложной конфигурации.
Обратная ионизация

Эффект обратной ионизации образуется током излишних свободных ионов от заряда распылителя. Когда они попадают на поверхность изделия, покрытого порошковой краской, они добавляют свой заряд к заряду порошка.
Увеличение заряда приводит к появлению микроискр и повреждению покрытия, в частности к эффекту «апельсиновой корки», ограничению толщины покрытия и снижению эффективности работы распылителя.
Для преодоления описанных негативных эффектов было разработано специальное оборудование — оно уменьшает количество свободных ионов.
Технология окраски трибостатическим напылением
Трибостатическое напыление — зарядка трением.
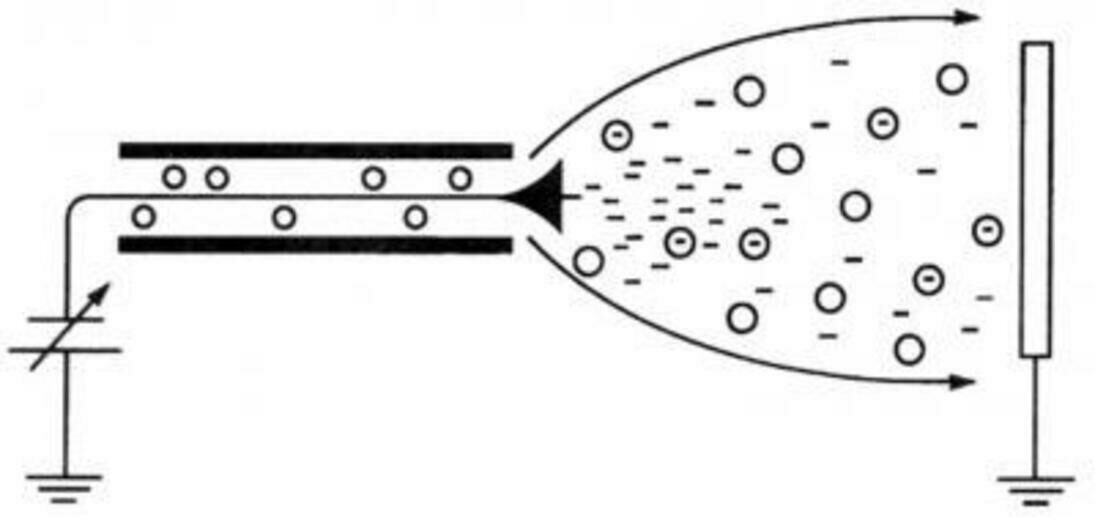 В данном способе не используется генератор высокого напряжения для распылителя, порошковая краска заряжается в результате трения. Цель достигается за счет увеличения числа и силы столкновений между заряжающей поверхностью распылителя и частицами порошка.
В данном способе не используется генератор высокого напряжения для распылителя, порошковая краска заряжается в результате трения. Цель достигается за счет увеличения числа и силы столкновений между заряжающей поверхностью распылителя и частицами порошка.
Лучшим акцептором признан тефлон — он обеспечивает отличную зарядку для подавляющего большинства порошковых красок, устойчив к налипанию частиц и износу.
Отсутствует эффект клетки Фарадея
 Достоинство данной системы — отсутствие эффекта клетки Фарадея, поскольку здесь не создается ни ионного тока, ни сильного электрического поля, заряженные частицы могут легко проникать в глубокие проемы и равномерно прокрашивать изделия.
Достоинство данной системы — отсутствие эффекта клетки Фарадея, поскольку здесь не создается ни ионного тока, ни сильного электрического поля, заряженные частицы могут легко проникать в глубокие проемы и равномерно прокрашивать изделия.
Также есть возможность прокрашивания в несколько слоев, конструкция распылителей более надежна — они полностью механически и изнашиваются только естественным образом.
В целом технология порошковой окраски не сложная, но требует практических навыков и опыта.