



Зарядка порошковой краски в поле коронного разряда
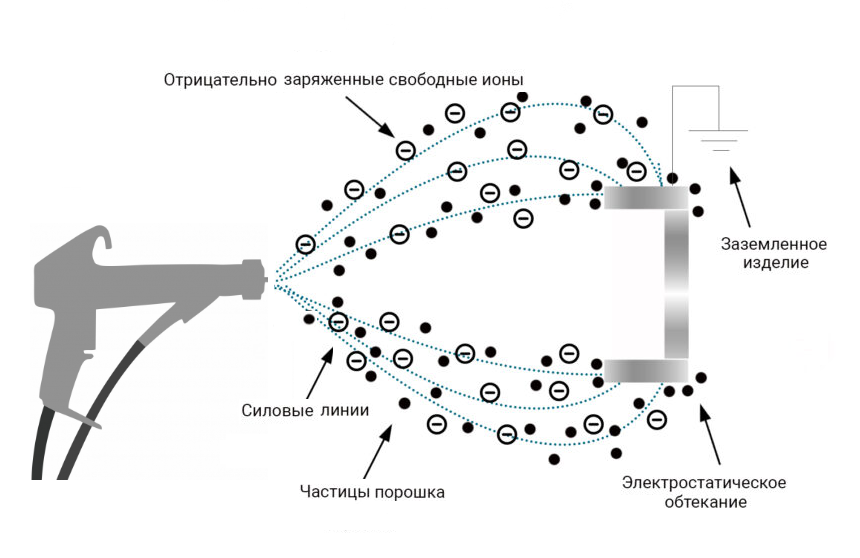 Для зарядки порошка в поле коронного разряда между заземленным окрашиваемым изделием и зарядным электродом распылителя создается высоко неоднородное электрическое поле.
Для зарядки порошка в поле коронного разряда между заземленным окрашиваемым изделием и зарядным электродом распылителя создается высоко неоднородное электрическое поле.
Таким образом пространство между изделием и зарядным электродом заряжается большим количеством заряженных молекул воздуха (ионов), в процессе напыления они присоединяются к частицам порошка, заряжая их.
Однако множество ионов остаются в свободном состоянии и не присоединяются к частицам порошка, они следуют по линиям электрического поля и устремляются к окрашиваемому изделию со скоростью во много раз превышающей скорость частиц порошка. (см. Иллюстрацию 5).
В том случае, когда поверхность изделия не является диэлектрической, заряд ионов просто стекает на землю не вредя технологическому процессу.
Но в тот момент, когда порошковое покрытие формируется, способность ионов свободно стекать уменьшается и они начинают формировать кумулятивный заряд на покрытии.
Накопление заряда приводит к «обратной ионизации» электрических разрядов внутри слоя, что приводит к значительному снижению эффективности депозиции частиц порошка и тем самым к ухудшению качества покрытия.

Если же изделие имеет слой диэлектрического покрытия (перекраска или многослойное покрытие), свободные ионы ограничивают возможность нанесения нового слоя за счет того, что заряжают поверхность изделия и тем самым отталкивают подлетающие частицы порошковой краски.
Одна из отличительных особенностей системы коронного разряда — эффект клетки Фарадея: влияние наружного поля коронного разряда на проникновение частиц порошка в труднодоступные участки поверхности окрашиваемого изделия. На иллюстрации №6 можно увидеть, что комбинация объемного заряда и поля коронного разряда создают вместе поле высокой интенсивности в местах краев углублений и выступов. Из-за этого поля происходит интенсивное осаждение частиц порошка в названных участках, что в какой-то момент может препятствовать проникновению порошка внутрь изделий.
Решение проблемы
 Формирование излишнего количества свободных ионов являлось традиционной проблемой в процессе коронной зарядки порошковых красок. Однако, в 1994 году специалисты компании «Нордсон» создали технологию «Select Charge»,. которая позволила существенно повысить эффективность процесса и решить проблему прокраски труднодоступных участков изделий имеющих сложную форму.
Формирование излишнего количества свободных ионов являлось традиционной проблемой в процессе коронной зарядки порошковых красок. Однако, в 1994 году специалисты компании «Нордсон» создали технологию «Select Charge»,. которая позволила существенно повысить эффективность процесса и решить проблему прокраски труднодоступных участков изделий имеющих сложную форму.
Новая технология позволила контролировать количество свободных ионов, а также менять силу поля и динамику процесса зарядки, тем самым оптимизируя процесс нанесения покрытий и увеличив эффективность нанесения покрытия на изделия сложной формы. Также эта технология позволила замедлить процесс обратной ионизации, что повысило качество наносимых покрытий.
Новые технологии были воплощены в 1995 году на серии оборудования Sure-Coat (Иллюстрация 7), в которой впервые в индустрии были применены специальные режимы окраски для изделий различной формы, перекраса, работы с металликами.
Те самые режимы окраски, которые за последние 2-3 года были в той или иной степени и с разным успехом имитированы многими производителями систем порошковой окраски от Турции до Швейцарии.
У нас вы можете купить электростатический пистолет для порошковой покраски и другое оборудование.
